|
|
|
|
|


Sono ora online in chat
Certificazione

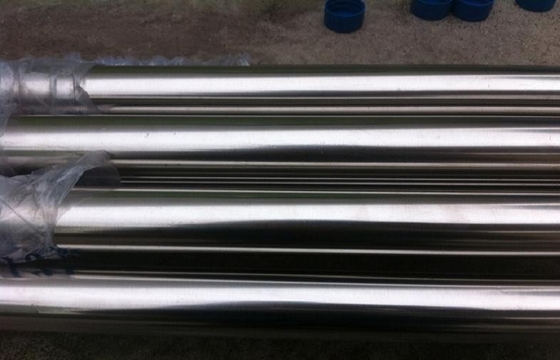
Polacco dello specchio della tubatura dell'acciaio inossidabile del commestibile di DIN17006 X5CrNi18-10
|
Dettagli:
Termini di pagamento e spedizione:
|



Descrizione di prodotto dettagliata
| Tecnologia: | Laminato a caldo, trafilato a freddo | Materiali di BACCANO: | 1,4301, 1,4306 ecc |
|---|---|---|---|
| Evidenziare: | tubi sanitari in acciaio inox,Tubo dell'acciaio inossidabile del commestibile |
||
Polacco dello specchio della tubatura dell'acciaio inossidabile del commestibile di DIN17006 X5CrNi18-10
Dettaglio rapido:
- Nome di prodotto: Metropolitana senza cuciture dell'acciaio inossidabile dell'alimento di DIN17006 X5CrNi18-10, polacco dello specchio
- Diametro esterno: 8mm-101.6mm
- Spessore: 0.3mm-2.0mm
- Forma: Metropolitana rotonda, metropolitana quadrata, metropolitana di Rectanguar
- Stato di Delivey: Trafilato a freddo, laminato a caldo
- Tipo: Senza cuciture & saldato
Descrizione:
- No. dell'elemento del prodotto: acciaio 0011foodtube-Cosco
- Imballaggio: Scatola di legno
- Metodo trattato: Trafilato a freddo/laminato a caldo
- Finitura superficia: Marinando, temprando, polacco del manuale e polacco meccanico, polacco dello specchio
- Segno: Logo registrato, no. di calore, grado, standard
- Codice di H.S: 7304,4190
Applicazioni:
Noi, il tubo d'acciaio senza cuciture e saldato di questo tipo dell'alimento siamo ampiamente usati nei generi di industrie:
1) petrolio, impresa chimica, radiatore eccellente della caldaia, scambiatore di calore
2) Tubo resistente ad alta temperatura del liquido di trasmissione nella centrale elettrica
3) Nave con il tubo di pressione
4) Il dispositivo di purificazione dello scarico
5) Costruzione ed ornamento
Processo di fabbricazione del tubo dell'acciaio inossidabile:
Il processo comincia con la formazione di tubo saldato della madre sul laminatoio per tubi dalle strisce principali importate e provate dell'acciaio inossidabile di qualità. L'ultima multi tecnica della saldatura dell'elettrodo di TIG è impiegata per qualità della saldatura e fusione superiori 100%, con l'argon che si purga, nessun metallo di apporto aggiunto.
Questi tubi della madre sono soluzione temprata a CC 1060 del D. 1100 in forno di ricottura continuo seguito dall'estinzione immediata per impedire la precipitazione del carburo del cromo.
La ricottura del tubero della madre assicura:
A) Rimozione di indotto da stress durante la formazione e la stiratura a freddo del tubo:
B) Duttilità e morbidezza sufficienti per la stiratura a freddo:
C) Trasformazione della zona di saldatura alla natura austenitica,
D) Ri cristallizzazione dei grani metallici alla forma originale e quindi a migliorare resistenza della corrosione.
Durante la ricottura, le scale sono formate sulla superficie dei tubi. Per rimuovere questi, i tubi sono marinati immergendo nella soluzione di marinatura calda fatta di acido nitrico, di acido solforico e di acido fluoridrico.
I tubi poi sono ricoperti di lubrificante adeguato e poi trafilato a freddo sopra la a ha disegnato il banco:
1) per variare la struttura metallurgica e ristabilire le proprietà al materiale di genitore:
2) per raggiungere un tubo che ha tolleranze dimensionali più vicine:
3) per raggiungere un tubo che ha tolleranze dimensionali più vicine:
4) per produrre tubatura di spessore della parete e più di piccola dimensione.
5) per riorientare la struttura del grano della parte della saldatura con quella del materiale di genitore e
6) Per rimuovere/minimizzi la perla interna.
Il disegno è seguito da ricottura successiva e dalla marinatura per ristabilire le proprietà di intero tubo a quella del materiale di genitore. I tubi poi passiated per comunicare la resistenza della corrosione extra. Da allora in poi ogni tubo è segnato elettricamente con il grado materiale, la dimensione e la norma fabbricante.
Note tecniche:
Composizione chimica & proprietà meccanica
| Materiale | 201 | 202 | 304 | 316 | 430 |
C | ≤0.15 | ≤0.15 | ≤0.08 | ≤0.08 | ≤0.12 | |
Si | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | |
Mn | 5.5-7.5 | 7.5-10 | ≤2.00 | ≤2.00 | ≤1.00 | |
P | ≤0.06 | ≤0.06 | ≤0.045 | ≤0.045 | ≤0.040 | |
S | ≤0.03 | ≤0.03 | ≤0.030 | ≤0.030 | ≤0.030 | |
Cr | 16-18 | 17-19 | 18-20 | 16-18 | 16-18 | |
N | 3.5-5.5 | 4-6 | 8-10.5 | 10-14 |
| |
Mo |
|
|
| 2.0-3.0 |
| |
| Oggetto essenziale | 201 | 202 | 304 | 316 | |
Resistenza alla trazione (mp a) | ≥535 | ≥520 | ≥520 | ≥520 | ||
Carico di snervamento (mp a) | ≥245 | ≥205 | ≥205 | ≥205 | ||
Estensione | ≥30% | ≥30% | ≥35% | ≥35% | ||
Durezza (HV) | <253> | <253> | <200> | <200> | ||
Il nostro vantaggio
- Ricottura luminosa
- Controllo rigoroso di tolleranza
- Sistema di buon controllo di qualità
- Buoni servizi di assistenza al cliente
- Buon pacchetto
Dettagli di contatto
China Alloys Products Directory
Invia la tua richiesta direttamente a noi
Più Tubatura senza cuciture di acciaio inossidabile
-
Metropolitana senza cuciture di acciaio inossidabile del tubo senza cuciture di acciaio inossidabile del grande diametro
-
tubo senza cuciture dell'acciaio inossidabile 200 e 300
-
tubatura senza cuciture capillare dell'acciaio inossidabile ss304 con la norma di GB
-
Dimensioni senza cuciture 9.53mm x della tubatura di acciaio inossidabile di ASTM A213 SWG 22 1,4404/1,4401/1,4407
-
Metropolitana senza cuciture ASTM A312 A269 di acciaio inossidabile TP304/304L
-
metropolitana senza cuciture 310S 409 di acciaio inossidabile 00cr17ni14mo2 dello scambiatore di calore 10mm 430 420